Презентация - Лазерная сварка
Нужно больше вариантов? Смотреть похожие Нажмите для полного просмотра 
|
Распечатать
- Уникальность: 93%
- Слайдов: 9
- Просмотров: 4009
- Скачиваний: 943
- Размер: 0.63 MB
- Онлайн: Да
- Формат: ppt / pptx






")
Слайд 1
Лазерная сварка
Разработал преподаватель ГБПОУ РМ «Саранский политехнический техникум» И.В. Шевчук
Разработал преподаватель ГБПОУ РМ «Саранский политехнический техникум» И.В. Шевчук
Слайд 2

LBW – Laser Beam Welding – сварка лазерным лучом. Лазерная сварка — это процесс расплавления кромок металла специальным лучом. Последний получается от источника света, в котором возбужденные атомы излучают фотоны.
Слайд 3
Применение лазерной сварки
Для сварки легированных и коррозионностойких сталей, алюминия, титановых и магниевых сплавов. Для сварки металла толщиной от 0,1 до 10 мм.
Для сварки легированных и коррозионностойких сталей, алюминия, титановых и магниевых сплавов. Для сварки металла толщиной от 0,1 до 10 мм.
Слайд 4
Виды лазерной сварки
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Сварка проводится непрерывным или импульсным излучением. Лазерная сварка разделяется на три вида: - микросварка (толщина или глубина проплавления до 100 мкм), - минисварка (глубина проплавления от 0,1 до 1 мм), - макросварка (глубина проплавления более 1 мм).
Лазерную сварку производят сквозным и частичным проплавлением в любом пространственном положении. Сварка проводится непрерывным или импульсным излучением. Лазерная сварка разделяется на три вида: - микросварка (толщина или глубина проплавления до 100 мкм), - минисварка (глубина проплавления от 0,1 до 1 мм), - макросварка (глубина проплавления более 1 мм).
Слайд 5
Сущность лазерной сварки
Лазерный луч обладает направленностью, монохроматичностью и когерентностью. Благодаря направленности лазерного луча его энергия концентрируется на сравнительно небольшом участке. Лазерный луч является монохроматичным – имеет определенную частоту и длину волны. За счет этого он отлично фокусируется оптическими линзами. Когерентность – это согласованное протекание во времени нескольких волновых процессов.
Лазерный луч обладает направленностью, монохроматичностью и когерентностью. Благодаря направленности лазерного луча его энергия концентрируется на сравнительно небольшом участке. Лазерный луч является монохроматичным – имеет определенную частоту и длину волны. За счет этого он отлично фокусируется оптическими линзами. Когерентность – это согласованное протекание во времени нескольких волновых процессов.
Слайд 6
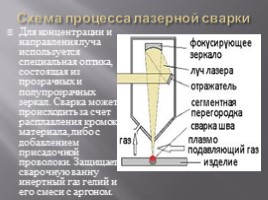
Схема процесса лазерной сварки
Для концентрации и направления луча используется специальная оптика, состоящая из прозрачных и полупрозрачных зеркал. Сварка может происходить за счет расплавления кромок материала, либо с добавлением присадочной проволоки. Защищает сварочную ванну инертный газ гелий и его смеси с аргоном.
Для концентрации и направления луча используется специальная оптика, состоящая из прозрачных и полупрозрачных зеркал. Сварка может происходить за счет расплавления кромок материала, либо с добавлением присадочной проволоки. Защищает сварочную ванну инертный газ гелий и его смеси с аргоном.
Слайд 7
Подготовка металла к сварке
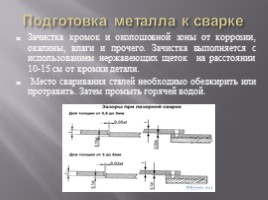
Зачистка кромок и околошовной зоны от коррозии, окалины, влаги и прочего. Зачистка выполняется с использованием нержавеющих щеток на расстоянии 10-15 см от кромки детали. Место сваривания сталей необходимо обезжирить или протравить. Затем промыть горячей водой.
Зачистка кромок и околошовной зоны от коррозии, окалины, влаги и прочего. Зачистка выполняется с использованием нержавеющих щеток на расстоянии 10-15 см от кромки детали. Место сваривания сталей необходимо обезжирить или протравить. Затем промыть горячей водой.
Слайд 8
Технология сварки лазером
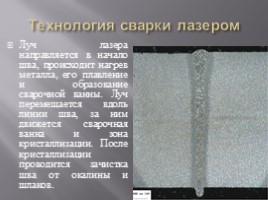
Луч лазера направляется в начало шва, происходит нагрев металла, его плавление и образование сварочной ванны. Луч перемещается вдоль линии шва, за ним движется сварочная ванна и зона кристаллизации. После кристаллизации проводится зачистка шва от окалины и шлаков.
Луч лазера направляется в начало шва, происходит нагрев металла, его плавление и образование сварочной ванны. Луч перемещается вдоль линии шва, за ним движется сварочная ванна и зона кристаллизации. После кристаллизации проводится зачистка шва от окалины и шлаков.
Слайд 9
Преимущества:
возможность сварки высокоточных конструкций;
сварка без правок или механической обработки;
высока скорость сварки и производительность работ;
высокая экологическая безопасность по сравнению с традиционной сваркой.
Недостатки:
высокая стоимость лазерных установок;
низкий КПД (0,01 - 2,0%).
^ Наверх
X
Благодарим за оценку!
Мы будем признательны, если Вы так же поделитесь этой презентацией со своими друзьями и подписчиками.