Презентация - Установка «печь-ковш»
Нужно больше вариантов? Смотреть похожие Нажмите для полного просмотра 
|
Распечатать
- Уникальность: 99%
- Слайдов: 28
- Просмотров: 4117
- Скачиваний: 1774
- Размер: 5.28 MB
- Онлайн: Да
- Формат: ppt / pptx
Примеры похожих презентаций
 Тема: «установка и обезвреживание взрывных инженерных заграждений»
Тема: «установка и обезвреживание взрывных инженерных заграждений» Установление господства Рима над Средиземноморьем
Установление господства Рима над Средиземноморьем Микроволновая печь. 8 Мктл
Микроволновая печь. 8 Мктл Благоустройство села изготовление и установка лестницы
Благоустройство села изготовление и установка лестницы Установка по выразительному чтению поэтического текста
Установка по выразительному чтению поэтического текста Демонтаж и установка системы пожаротушения на цппн-1
Демонтаж и установка системы пожаротушения на цппн-1 Певческая установка
Певческая установка
Слайд 1

Стальная группа ЧЕЛЯБИНСК . Электроды . Установка «печь-ковш» .
Слайд 2
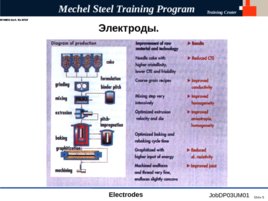
Электроды . Требования к продукции .
Чтобы быть уверенным в наилучших результатах , у электродов должны быть следующие характеристики . (1) Хорошая электропроводность . Чтобы выдержать высокую плотность тока, требуемую металлургическим процессом . (2) хорошая теплопроводность . Чтобы минимизировать перепад температур внутри электродов в действии и , следовательно, чтобы ослабить внутреннее напряжение .
Слайд 3
Электроды . (3) Хорошая механическая прочность . Чтобы выдержать напряжение в действии . (4) высокий уровень химической чистоты . Чтобы избежать загрязнения конечного продукта . (5) Надежное соединение . Чтобы обеспечить постоянность прохождения тока в электродной колонне ;
(6) легкость монтажа . Чтобы облегчить и ускорить операции по удлинению электродной колонны .
Слайд 4
Электроды . (7) Точность обработки на внешней поверхности и на соединениях . Чтобы избежать проблем, когда соединение проходит через крепежные зажимы и контактные колодки, и чтобы облегчить прохождение тока от одного электрода к другому . Графитные электроды производятся путем формования , прокалки и графитирования необработанного коксового материала . Производство графитовых электродов большого диаметра требует, чтобы материал нагревался равномерно на всем протяжении процессов прокалки и графитирования . При строгой системе контроля качества и высоко технологичном процессе .
Слайд 5
Электроды .
Слайд 6
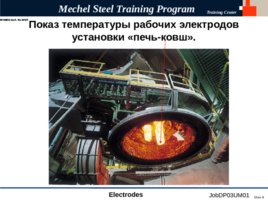
Показ температуры рабочих электродов установки «печь-ковш» .
Слайд 7
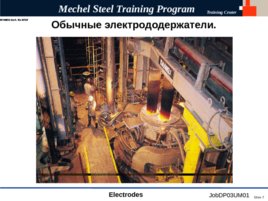
Обычные электрододержатели .
Слайд 8
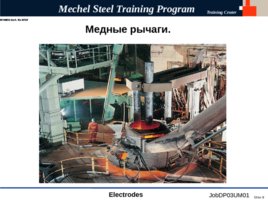
Медные рычаги .
Слайд 9

Медные рычаги в ходе производства .
Слайд 10
Износ электродов . Износ электрода в основном описывается как сочетание износа наконечника и бокового износа . Износ наконечника обусловлен освобождением углеродных частиц электронами, покидающими электрод в нижней точке электрической дуги во время отрицательного полуцикла переменного тока . Боковой износ обусловлен окислением электрода во время работы, а также во время простоя, поскольку он остается все еще раскаленным .
Слайд 11
Износ электродов . Износ электродов приблизительно пропорционален потреблению энергии в установке «печь-ковш» . Суммарный износ , выраженный в кг углерода на тонну стали , может приблизительно подсчитываться 0.8-1.2 % от потребления энергии , выраженной в к Вт-ч / т стали . Численное значение потребления энергии 60 к Вт-ч / т таким образом соответствует расходу графита 0.48 - 0.72 кг / т . Некоторые источники с коротким временем работы могут быть практически ниже 0.25 кг / т .
Слайд 12
Износ электродов . Нижний рисунок представляет нагревание с минимальным рафинированием и короткими остановками между нагревами . Особое внимание необходимо уделять контролю тяги воздуха через печь . Чрезмерная тяга будет окислять металл и электроды , таким образом, что уменьшится диаметр наконечника, что приведет к сильному износу электрода. Необходимо свести к минимуму воздушную тягу в периоды отключения .
Слайд 13

Износ электродов . В противоположность электродуговой печи , в установке «печь-ковш» электроды используются более предсказуемым путем . Это можно увидеть на графике, сделанном наложением фотографий снятых с одного и того же места после очередного использования установки .
Слайд 14
Износ электродов . Другая характерная точка процесса работы установки «печь-ковш» - немного иной расход электрода в каждой фазе ( см. центральную фазу на графике ). Это обусловлено или фазовой асимметрией, или вымыванием стали из-за движения аргона . Смена колонн в соответствии с фазами во время замены ( оборот меж фаз ) позволяет выравнивать износ независимо от данной фазы .
Слайд 15
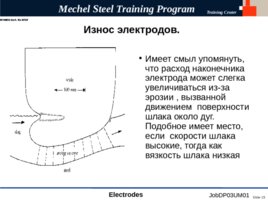
Износ электродов . Имеет смыл упомянуть, что расход наконечника электрода может слегка увеличиваться из-за эрозии , вызванной движением поверхности шлака около дуг . Подобное имеет место, если скорости шлака высокие, тогда как вязкость шлака низкая
Слайд 16
Подъем и очистка электродов . Электроды очень дорогостоящие и работу с ними нужно выполнять внимательно, используя всегда правильное оборудование , обеспечивая чистоту всех ниппелей и разъемов и поднимая электрод аккуратно и безопасно .
Слайд 17
Затяжка электродов . При затяжке электрода убедитесь в правильности настройки момента, указанного производителем. Не полная или чрезмерная затяжка приведут к повреждениям.
Слайд 18
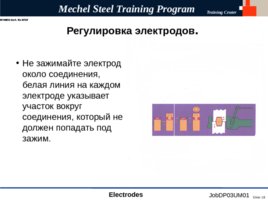
Регулировка электродов . Не зажимайте электрод около соединения , белая линия на каждом электроде указывает участок вокруг соединения, который не должен попадать под зажим .
Слайд 19
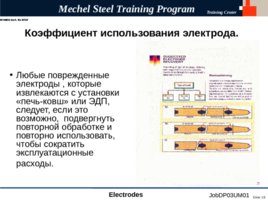
Коэффициент использования электрода . Любые поврежденные электроды , которые извлекаются с установки «печь-ковш» или ЭДП , следует, если это возможно, подвергнуть повторной обработке и повторно использовать, чтобы сократить эксплуатационные расходы .
Слайд 20
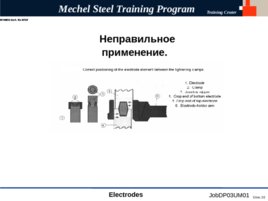
Неправильное применение .
Слайд 21

Правильный подъем .
Слайд 22

Правильное соединение .
Слайд 23
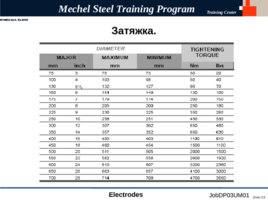
Затяжка .
Слайд 24

ЗАЖИМНЫЕ ПРИСПОСОБЛЕНИЯ И УСТРОЙСТВА ЗАТЯЖКИ .
Слайд 25

Хранение электрода. Вид сбоку и сверху .
Слайд 26
Соображения по технике безопасности . Ваша безопасность и безопасность ваших коллег зависит от целевого использования и технического обслуживания всего подъемного оборудования . Ношение индивидуальных средств защиты ( защитные очки , перчатки , каски , защитная обувь , респираторы и соответствующая одежда ) и использование грузоподъемных механизмов во время погрузочно-разгрузочных работ . Единовременно следует поднимать только один электродный участок из горизонтальной плоскости в вертикальную . Обычно данная операция проводится, когда добавляется или извлекается целиком колонна в печи .
Слайд 27
Соображения по технике безопасности . Персонал не должен находиться под подвешенным грузом, когда электродная колонна движется к или от печи . Не переделывать подъемные приспособления изначально поставленного оборудования . Не оставлять металлические резьбовые пробки для подъема в электродах во время работы в печи . Металл таких пробок распространится в разъем, так как электрод нагревается во время операции , что может повредить электродный разъем и / или саму пробку для подъема .
Слайд 28
Соображения по технике безопасности . С резьбовыми пробками для подъема и колпачками следует обходиться аккуратно и не бросать на землю . Это может повредить резьбу. Во время хранения используйте защиту для резьбы в виде резиновых подкладок . Перед каждым использованием подъемное оборудование необходимо проверять целиком и полностью на предмет износа , повреждений или недостающих компонентов . При обнаружении чрезмерного износа , замените подъемное оборудование .
^ Наверх
X
Благодарим за оценку!
Мы будем признательны, если Вы так же поделитесь этой презентацией со своими друзьями и подписчиками.