Презентация - Изготовление детали «штуцер»
Нужно больше вариантов? Смотреть похожие Нажмите для полного просмотра 
|
Распечатать
- Уникальность: 88%
- Слайдов: 12
- Просмотров: 1204
- Скачиваний: 43
- Размер: 0.64 MB
- Онлайн: Да
- Формат: ppt / pptx
Примеры похожих презентаций
 Реализация технологических процессов изготовления деталей машин" по теме: "Муфты"
Реализация технологических процессов изготовления деталей машин" по теме: "Муфты"") Открытый урок «Изготовление деталей и сборка табурета модульной конструкции» (нетрадиционные способы соединения)
Открытый урок «Изготовление деталей и сборка табурета модульной конструкции» (нетрадиционные способы соединения) Особенности технологий соединения деталей из текстильных материалов и кожи. Технологии влажно-тепловых операций при изготовлении изделий из ткани
Особенности технологий соединения деталей из текстильных материалов и кожи. Технологии влажно-тепловых операций при изготовлении изделий из ткани К уроку в 7 классе по теме: «изготовление проектного изделия»
К уроку в 7 классе по теме: «изготовление проектного изделия» Технология изготовления из кожи
Технология изготовления из кожи Мастер – класс «изготовление картины-мозаики «морской пейзаж» в технике «модульное оригами»
Мастер – класс «изготовление картины-мозаики «морской пейзаж» в технике «модульное оригами» Мастер-класс «Изготовление мартиничек»
Мастер-класс «Изготовление мартиничек»
Слайд 1
Изготовление детали «Штуцер»
Выполнил: студент группы Нс-201 Горскин Александр Вячеславович
Выполнил: студент группы Нс-201 Горскин Александр Вячеславович
Слайд 2

Заготовка – Шестигранник S36 Материал – Сталь 35 Гост 1050-88
Слайд 3

Применяющийся режущий инструмент
Подрезная пластина для наружного точения.
Пластина для резьбонарезания наружной резьбы Sandvik
Расточная пластина Sandvik
Отрезная и канавочная пластины Sandvik
Сверлильная пластина King Drill
Подрезная пластина для наружного точения.
Пластина для резьбонарезания наружной резьбы Sandvik
Расточная пластина Sandvik
Отрезная и канавочная пластины Sandvik
Сверлильная пластина King Drill
Слайд 4
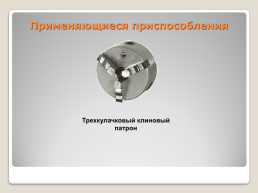
Применяющиеся приспособления
Трехкулачковый клиновый патрон
Трехкулачковый клиновый патрон
Слайд 5

Применяющийся мерительный инструмент
Штангенциркуль ШЦЦ-I-125
Угломер
Шаблон для контроля длин и высот
Резьбовые калибр-кольца М24х1,5-6g и М33х2-g
Микрометр МК
Штангенциркуль ШЦЦ-I-125
Угломер
Шаблон для контроля длин и высот
Резьбовые калибр-кольца М24х1,5-6g и М33х2-g
Микрометр МК
Слайд 6
Последовательность обработки
Деталь «Штуцер» изготавливается на токарном станке 1-й операцией в 22 переходами
Операция токарная 005 Установить заготовку шестигранник S=36 L=104 Подрезать торец Точить Ø32h11 (-0,16) L=54 +-JT14/2 (+-0,37) Точить Ø23,92 (-0,17) L=21 +-JT14/2 (+-0,26) Точить канавку Ø22 (-0,2) b=2,5 H11 (+0,6) Снять фаску 1,6x45° Снять фаску 0,6x45° Снять фаску 1x45° Снять фаску 45° Сверлить Ø14,5 (+0,2) L=54 +-JT14/2 (+-0,37)
11. Снять фаску 2х45° 12. Нарезать резьбу М24х1,5-6g 13. Переустановить заготовку 14. Подрезать торец в размер 100h11 (-0,22) 15. Точить Ø32,92 (-0,14) L=30 JT14/2(+-0,26) 16. Снять фаску 2х45° 17. Точить канавку Ø30h11 (-0,13) b=3H11 (+0,6) 18. Снять фаску 45° 19. Снять фаску 30° 20. Нарезать резьбу М33х2-6g 21. Сверлить Ø19H12 (+0,21) L=68 +-JT14/2 (+-0,37) 22. Расточить коническую поверхность 2а=37° (+-1)
Деталь «Штуцер» изготавливается на токарном станке 1-й операцией в 22 переходами
Операция токарная 005 Установить заготовку шестигранник S=36 L=104 Подрезать торец Точить Ø32h11 (-0,16) L=54 +-JT14/2 (+-0,37) Точить Ø23,92 (-0,17) L=21 +-JT14/2 (+-0,26) Точить канавку Ø22 (-0,2) b=2,5 H11 (+0,6) Снять фаску 1,6x45° Снять фаску 0,6x45° Снять фаску 1x45° Снять фаску 45° Сверлить Ø14,5 (+0,2) L=54 +-JT14/2 (+-0,37)
11. Снять фаску 2х45° 12. Нарезать резьбу М24х1,5-6g 13. Переустановить заготовку 14. Подрезать торец в размер 100h11 (-0,22) 15. Точить Ø32,92 (-0,14) L=30 JT14/2(+-0,26) 16. Снять фаску 2х45° 17. Точить канавку Ø30h11 (-0,13) b=3H11 (+0,6) 18. Снять фаску 45° 19. Снять фаску 30° 20. Нарезать резьбу М33х2-6g 21. Сверлить Ø19H12 (+0,21) L=68 +-JT14/2 (+-0,37) 22. Расточить коническую поверхность 2а=37° (+-1)
Слайд 7
Текст управляющей программы
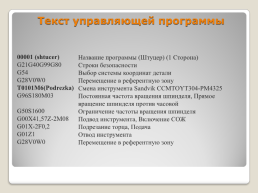
00001 (shtucer) G21G40G99G80 G54 G28V0W0 T0101M6(Podrezka) G96S180M03 G50S1600 G00X41,57Z-2M08 G01X-2F0,2 G01Z1 G28V0W0
Название программы (Штуцер) (1 Сторона) Строки безопасности Выбор системы координат детали Перемещение в референтную зону Смена инструмента Sandvik CCMTOYT304-PM4325 Постоянная частота вращения шпинделя, Прямое вращение шпинделя против часовой Ограничение частоты вращения шпинделя Подвод инструмента, Включение СОЖ Подрезание торца, Подача Отвод инструмента Перемещение в референтную зону
00001 (shtucer) G21G40G99G80 G54 G28V0W0 T0101M6(Podrezka) G96S180M03 G50S1600 G00X41,57Z-2M08 G01X-2F0,2 G01Z1 G28V0W0
Название программы (Штуцер) (1 Сторона) Строки безопасности Выбор системы координат детали Перемещение в референтную зону Смена инструмента Sandvik CCMTOYT304-PM4325 Постоянная частота вращения шпинделя, Прямое вращение шпинделя против часовой Ограничение частоты вращения шпинделя Подвод инструмента, Включение СОЖ Подрезание торца, Подача Отвод инструмента Перемещение в референтную зону
Слайд 8
Текст управляющей программы
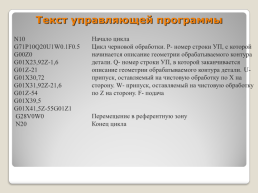
Начало цикла Цикл черновой обработки. P- номер строки УП, с которой начинается описание геометрии обрабатываемого контура детали. Q- номер строки УП, в которой заканчивается описание геометрии обрабатываемого контура детали. U- припуск, оставляемый на чистовую обработку по X на сторону. W- припуск, оставляемый на чистовую обработку по Z на сторону. F- подача Перемещение в референтную зону Конец цикла
N10 G71P10Q20U1W0.1F0.5 G00Z0 G01X23,92Z-1,6 G01Z-21 G01X30,72 G01X31,92Z-21,6 G01Z-54 G01X39,5 G01X41,5Z-55G01Z1 G28V0W0 N20
Начало цикла Цикл черновой обработки. P- номер строки УП, с которой начинается описание геометрии обрабатываемого контура детали. Q- номер строки УП, в которой заканчивается описание геометрии обрабатываемого контура детали. U- припуск, оставляемый на чистовую обработку по X на сторону. W- припуск, оставляемый на чистовую обработку по Z на сторону. F- подача Перемещение в референтную зону Конец цикла
N10 G71P10Q20U1W0.1F0.5 G00Z0 G01X23,92Z-1,6 G01Z-21 G01X30,72 G01X31,92Z-21,6 G01Z-54 G01X39,5 G01X41,5Z-55G01Z1 G28V0W0 N20
Слайд 9
Текст управляющей программы
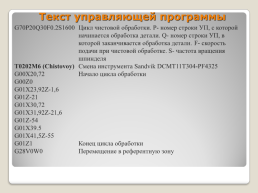
Цикл чистовой обработки. P- номер строки УП, с которой начинается обработка детали. Q- номер строки УП, в которой заканчивается обработка детали. F- скорость подачи при чистовой обработке. S- частота вращения шпинделя Смена инструмента Sandvik DCMT11T304-PF4325 Начало цикла обработки Конец цикла обработки Перемещение в референтную зону
G70P20Q30F0.2S1600 T0202M6 (Chistovoy) G00X20,72 G00Z0 G01X23,92Z-1,6 G01Z-21 G01X30,72 G01X31,92Z-21,6 G01Z-54 G01X39.5 G01X41,5Z-55 G01Z1 G28V0W0
Цикл чистовой обработки. P- номер строки УП, с которой начинается обработка детали. Q- номер строки УП, в которой заканчивается обработка детали. F- скорость подачи при чистовой обработке. S- частота вращения шпинделя Смена инструмента Sandvik DCMT11T304-PF4325 Начало цикла обработки Конец цикла обработки Перемещение в референтную зону
G70P20Q30F0.2S1600 T0202M6 (Chistovoy) G00X20,72 G00Z0 G01X23,92Z-1,6 G01Z-21 G01X30,72 G01X31,92Z-21,6 G01Z-54 G01X39.5 G01X41,5Z-55 G01Z1 G28V0W0
Слайд 10
Текст управляющей программы
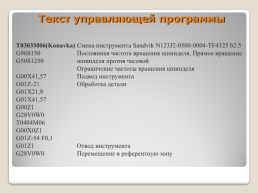
T0303M06(Konavka) G96S150 G50S1250 G00X41,57 G01Z-21 G01X21,9 G01X41,57 G00Z1 G28V0W0 T0404M06 G00X0Z1 G01Z-54 F0,1 G01Z1 G28V0W0
Смена инструмента Sandvik N123J2-0500-0004-TF4325 b2.5 Постоянная частота вращения шпинделя, Прямое вращение шпинделя против часовой Ограничение частоты вращения шпинделя Подвод инструмента Обработка детали Отвод инструмента Перемещение в референтную зону
T0303M06(Konavka) G96S150 G50S1250 G00X41,57 G01Z-21 G01X21,9 G01X41,57 G00Z1 G28V0W0 T0404M06 G00X0Z1 G01Z-54 F0,1 G01Z1 G28V0W0
Смена инструмента Sandvik N123J2-0500-0004-TF4325 b2.5 Постоянная частота вращения шпинделя, Прямое вращение шпинделя против часовой Ограничение частоты вращения шпинделя Подвод инструмента Обработка детали Отвод инструмента Перемещение в референтную зону
Слайд 11
Текст управляющей программы
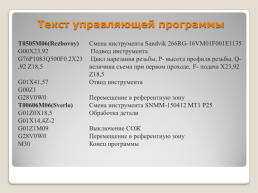
Смена инструмента Sandvik 266RG-16VM01F001E1135 Подвод инструмента Цикл нарезания резьбы, P- высота профиля резьбы, Q- величина съема при первом проходе, F- подача X23,92 Z18,5 Отвод инструмента Перемещение в референтную зону Смена инструмента SNMM-150412 МТ1 Р25 Обработка детали Выключение СОЖ Перемещение в референтную зону Конец программы
T0505M06(Rezbovoy) G00X23,92 G76P1083Q500F0.2X23,92 Z18,5 G01X41,57 G00Z1 G28V0W0 T00606M06(Sverlo) G01Z0X18,5 G01X14,4Z-2 G01Z1M09 G28V0W0 M30
Смена инструмента Sandvik 266RG-16VM01F001E1135 Подвод инструмента Цикл нарезания резьбы, P- высота профиля резьбы, Q- величина съема при первом проходе, F- подача X23,92 Z18,5 Отвод инструмента Перемещение в референтную зону Смена инструмента SNMM-150412 МТ1 Р25 Обработка детали Выключение СОЖ Перемещение в референтную зону Конец программы
T0505M06(Rezbovoy) G00X23,92 G76P1083Q500F0.2X23,92 Z18,5 G01X41,57 G00Z1 G28V0W0 T00606M06(Sverlo) G01Z0X18,5 G01X14,4Z-2 G01Z1M09 G28V0W0 M30
Слайд 12
Текст управляющей программы
Обработка второй стороны детали типична, и, не нуждается в детальном рассмотрении.
Обработка второй стороны детали типична, и, не нуждается в детальном рассмотрении.
^ Наверх
X
Благодарим за оценку!
Мы будем признательны, если Вы так же поделитесь этой презентацией со своими друзьями и подписчиками.